
High Accuracy Battery Production Equipment Fully Automatic Coating Machine
1.3 main modules and functions:
Functional technical requirements
Loading and unloading 1 mechanical hand material to prevent scratch battery, flexible design, need to have a lid fixed mechanism
Equipped with pressure-holding solenoid valve to ensure that the battery will not fall under emergency conditions such as pressure drop and power loss
3. Grab the incoming materials after they are in place to avoid collision
Bottom bracket 1 feeding to prevent the risk of more than one suction or not on the bottom bracket, when the bottom bracket, the middle mechanism jacked up, make the bottom bracket micro deformation, and then by the two sides of the mechanism pushed into the separation.
2. The bottom holder will be slightly deformed, the equipment can be compatible with deformation and effectively prevent falling
Mylar feeding material 1 feeding to prevent the risk of multiple suction or suction, using film dividing screw to increase the resistance of film dividing, using vacuum meter alarm to prevent film absorption.
2. After Mylar assembly, the deviation of the length and width direction to medium is ≤0.5mm.
3 with Mylar material release anti-retention device, prevent materials from being put backward.
The feeding quantity at one time is ≥300EA, and the feeding cycle is ≥60min
Mylyn and substrate hot melt 1 effective welding area ≥50%.
2. Positioning accuracy after hot blanching of Mylar and substrate: ±0.5mm.
3. Pulse welding method, no wire-drawing, virtual welding; Weld print tension >10N.
4. The protruding height of welding area ≤0.3mm; The temperature control range is adjustable from 130-300℃. The difference between the hot melt temperature and the actual temperature setting value is ≤±3℃. The setting value is ±1℃.
The effective welding area of Mylar coated cell and hot melt with plastic cover 1 is ≥50%
2 pulse welding method, no wire drawing, no virtual welding.
3. The protruding height of welding area is ≤0.3mm.
4. The distance between the top edge of Mylar and the outer surface of the top lid is determined by the final drawing. The equipment can achieve the height of top cover plastic parts ≥4.5mm (subject to the final drawing) packaging, welding width subject to the final drawing
Positioning accuracy of welding zone: ±0.2mm.
6. The size accuracy of welding printing: ±0.2mm.
Mylar does not scratch, do not fold, the cell does not scratch, do not decarburize.
8. Welding marks shall not be welded to the cell diaphragm; The difference between the hot melt temperature and the actual temperature setting value is ≤±3℃.
In addition to the reason of incoming materials, the tightness of Mylar packaging can not affect the shell.
10 hot melt time ≤3s (to ensure the hot melt effect), accuracy ±0.1s, 0~10s adjustable (need to make hot melt time record), hot melt time control precision: set value ±0.1s, beyond the alarm, data real-time record, traceable.
11 hot melt temperature 130~300℃ adjustable, temperature control precision: set value ±1℃, beyond the alarm, data real-time record, traceable.
Adhesive 1 adhesive (excluding incoming material problems) to ensure continuity, no broken tape, viscose, etc
It can be compatible with tapes with width of 15mm~70mm; (the tape specification is subject to the final design drawing)
No frilling, laminating cell, one side of "L" adhesive with the length of 5~50mm can be adjusted
4 rubber changing time ≤2min
Adhesive test whether the tape is in place, the unglued cell shall be discharged
Battery blanking 1 reliable grasp, no material dropping or entrapped materials, the repeated precision of the mechanism operation ≤±0.05mm
2. Flexible design of the manipulator, the parts such as the manipulator in contact with the product cannot be made of metal
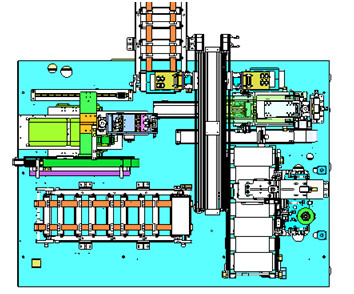
1.3.1Mylar film and substrate feeding
1.1 device functions and introduction
This device is mainly used to realize the assembly (hot fusion) of battery bottom holder sheet and Mylar film, the cell envelope (hot fusion), adhesive and other functions (the following figure is a schematic diagram, subject to the actual design), the specific process is shown in the figure below (for reference only).
The feeding of Mylar film and bottom plate is mainly composed of Mylar film and bottom plate feeding platform, ion fan, bottom plate and mylyn feeding hand, translation module, etc. Because of the friction between Mylar film and film and between the substrate and substrate static electricity will lead to film and film absorption, through the blowing ion wind to remove the static electricity between them, when taking materials through the middle and at both ends of the friction film will be separated, to prevent a time to take more than one, multi-layer.
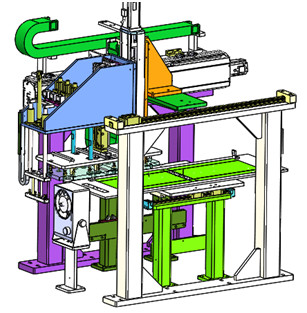
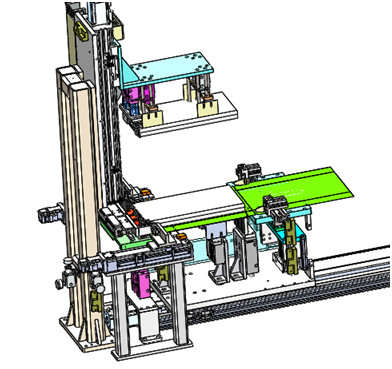
1.3.2 envelope hot melt location
① Adhesive mechanism is mainly composed of film placement mechanism, adhesive pulling mechanism, adhesive cutting mechanism and adhesive feeding mechanism. The main realization of the enveloped battery tail adhesive, in the adhesive before the battery is fixed, the adhesive feeding mechanism will tape to the battery tail; The rubber feeding mechanism has a vacuum alarm device, which will give an alarm when the rubber is missing or the rubber belt is not sucked up, and remind the staff to replace the rubber belt or cut the rubber again in time.
③ 1.4 basic equipment parameters
⑤ (1) actual capacity: ≥6PPM;
⑦ (2) equipment yield: 99.5% (except bad incoming materials)
⑨ (3) equipment power :≥98%
11 Mylar film and substrate feeding time ≥60min;
13 (5) total power: ≤20KW.
15 6 configuration power supply: AC380 V±10% 50HZ, 25A±10%
16
17 . Compressed air: pressure ≥0.5~ 0.65mpa, flow ≥200L/min, utilization rate 50% (the outer diameter of vacuum pipe inlet of compressed air equipment provided by the customer is 16 mm);
19 Floor load requirements: ≥750kg/㎡;
20. Appearance color: made according to the requirements of party a's color board;
21 Vacuum source: -90kpa (the outer diameter of the vacuum pipe inlet of the vacuum source equipment provided by the customer is 12mm);
1. New equipment promise
Our company guarantees that the goods provided to customers are brand new, complete and unused equipment.
2. Confidentiality commitment
Our company promises that without the written permission of any party, the other party's related drawings, technical information, business information and other business secrets and technical secrets must not be leaked to third parties in any way.
3. After-sales service commitment
(1) Two months from the date of shipment of the equipment, Party B is responsible for non-human faults in a timely and free warranty within one year (when the equipment is faulty, the after-sales service staff will respond within 2 hours after receiving the notification. According to the situation, personnel must be in place within 48 hours. No later than 60 hours, to ensure the continuity of production by the buyer;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. Zh
(3) During the warranty period stipulated in the contract and technical agreement signed by the two parties, the company will provide a warranty for quality problems that are not caused by human damage during the normal use of our products.













