
Fully Automatic Film Making Winding Machine Battery Assembly Equipment
1.1: introduction to device functions and principles
This device integrates the film making function and winding function of lithium battery cell. To test the positive and negative electrodes of the battery, the electrode ear shall be cut in the production process (the length of the electrode ear can be adjusted). The ultrasonic welder shall weld the electrode ear and attach protective tape. After the completion of the production process, the equipment will automatically wind the pole piece and diaphragm, paste the stop adhesive. After winding and forming, the cell is transmitted by the transfer mechanism. The transfer process contains hot hole, short circuit detection, reject defective products and other mechanisms to prevent defective products from flowing into the next process.
1.3: equipment technical parameters
1.3.1 loading material specification:
| Number of hanging scroll | The width (mm) | Thickness (mu) | The length (mm) | Maximum material diameter | Nuclear diameter | |
| The positive pole piece | 1 | 55-60 | 60~300 | 500-1200 | φ450 | φ76.2 |
| Negative pole piece | 1 | 55-60 | 60~250 | 500-1200 | φ450 | φ76.2 |
| The diaphragm | 2 | 55-62 | 16~25 | ----- | φ300 | φ76.2 |
| The positive pole ear | 1 | 4 | 80~150 | 40-70 | φ300 | φ76.2 |
| The negative pole ear | 2 | 4 | 50~100 | 40-70 | φ300 | φ76.2 |
| Positive pole ear tape | 2 | 8~20 | 20~100 | 50-60 | φ150 | φ76.2 |
| Negative pole ear tape | 4 | 8~20 | 20~100 | 50-60 | φ150 | φ76.2 |
| Positive ejector tape | 1 | 10~15 | 20~100 | ~ | φ200 | φ76.2 |
| Check tape | 1 | 20-60 | 20~70 | 30~60 | φ200 | φ76.2 |
1.3.2 ultrasonic welding spot specification
1) brand and quantity of ultrasonic welder
Positive electrode: 1 popular science super welding machine
Negative electrode: 2 popular science super welding machines
2) welding spot requirements
Positive pole 3mm×25mm strip; The negative pole is 3mm×4mm, and the total length of the four points is 25mm.
3) service life of welding head
Positive electrode welding head ≥ 700,000 times; Negative electrode welding head ≥ 120,000 times (single side);
4) number of polar ears
One positive pole, two negative poles;
1.3.3 process of protective adhesive for pole patch
1) a group of positive pole pairs;
2) the two groups of negative pole can be pasted together to achieve no glue on the outside of the outer pole ear, that is, only three pieces of glue can be pasted.
1.3.4 needle size
Needle diameter: 3.5mm; Suitable for 18650 cell winding.
1.3.5 product accuracy requirements
1) the deviation between the length and position accuracy of positive and negative welding pole ears is ≤±0.5mm;
2) the position accuracy deviation of the protective tape is ≤±0.5mm;
3) deviation of alignment precision of winding (except error caused by material precision)
Positive/negative plate: ≤±0.3mm
Negative film/diaphragm: ≤±0.3mm
4) deviation in the length direction of positive and negative poles
5) longitudinal burr of pole shear: ≤10um
6) positive and negative welding effective area (electrode ear thickness 0.1mm) : ≥70%
7) polar ear shear burr: ≤15um
8) the shear length error of the pole sheet (corresponding to the coating accuracy) : ≤±0.5mm
9) life of pole ear cutter: 1 million times
10) life of pole slice cutter: 300,000 times
11) diaphragm cutter life: 2 million times
12) hot hole pass rate: 99.8%
13) short-circuit leakage measurement rate: 99.8%
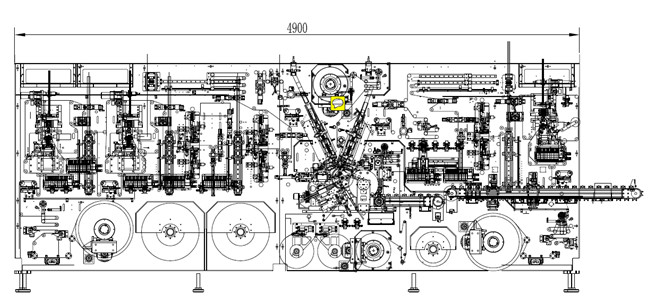
1.3.6 overall size of the equipment: length of 5000 mm× height of 1950 mm× width of 2200 mm (excluding the excess length of the discharging part).
1.3.7 net weight of equipment: 6000KG.
1.3.8 supply power: AC 220V± 10% 50Hz.
1.3.9 power: total power: 15KW.
1.3.10 supply air pressure source: air pressure 0.5mpa (5kg/c㎡); Required air flow rate :600NL/min(standard liter).
1.3.11 temperature and environmental requirements:
Use environment (as per JISB3502)
(1) ambient temperature: 0 ~ 55℃;
(2) there must be no corrosive gas or combustible environment, no dust and other harsh environment.
3.3.3.12 device color: high-gloss beige
3.3.3.13 equipment noise: ≤75db.
1.3.4 capacity of equipment
1. Production capacity
Production speed ≥ 27 PPM 700mm long pole (diaphragm outsourcing, positive pole 1 ear; One or two negative poles
Very ear)
Production speed ≥ 20 PPM 900mm long pole (diaphragm outsourcing, positive pole 1 ear; One or two negative poles
Very ear)
Note: except for material defects, both conditions should be satisfied.
2. Grain-moving rate ≥ 95%
Yield = actual production quantity/(equipment production speed * actual running time).
3. Yield ≥ 98%
Yield = quantity of good/actual production (excluding material defects).
3.3.5: itemized description of equipment structure
1. Pole piece conveying (positive and negative pieces are the same) : it is composed of unwinding frame, tension control, dust removal device, deviation rectifying device, guiding device, etc.
1) unwinding frame: the unwinding frame is a single cantilever and double support structure, which is driven by ac servo motor in the center, with active unwinding, and equipped with automatic deviation correction mechanism, and pneumatic automatic tightening winding with air control valve;
2) tension controller: through the potentiometer connected with the swing arm to control position deviation, the tension can be adjusted;
3) dust removal device: the device adopts motor driven brush and negative pressure suction to remove the dust on both sides of the pole, with high dust removal efficiency;
4) process deviation rectifying device: the device is composed of two mechanisms: detection and execution. The reference edge of the pole piece is detected by optical fiber sensor to determine whether the pole piece is offset. Then control the oscillator to rectify the deviation;
5) pole feeding device: the device is driven by a servo motor, which accurately introduces the pole into the winding part to ensure the distribution and positioning of the pole and automatically compensates;
6) diaphragm conveying: it is composed of unwinding frame, tension control and other devices. Unwinding frame, tension control is the same as pole sheet unwinding station.
2. Pole ear welding mechanism
Two sets of negative electrode feeding ears, welding mechanism, the negative electrode ear set length feeding cutting device, the positive electrode ear discharge and has a polar ear embossing mechanism. Positive pole a set of pole feeding ear, welding mechanism, and contains a coating mechanism.
3. Pole ear protective tape mechanism
Positive 1 set of polar ear paste, negative 2 set of polar ear paste, the polar ear paste is mainly used on the polar ear paste.
4. Winding part: this part adopts three-pin three-station winding mode, one-way pneumatic needle drawing, needle winding and rotary head are driven by ac servo motor, Angle position and linear speed can be closed loop automatic control, positive pole first in, negative pole first in two ways can be set freely.
1) positive and negative pole cutting off: adopt scissor cutting off, here is equipped with pole dust removal device;
2) diaphragm cutting: pneumatic cutting with mountain knife;
3) cutting tape: pneumatic cutting with mountain knife;
4) blanking: using mechanical undercutting. In the process of feeding, pneumatic clamp is used to clamp the electric cell and then the coiling needle is rotated to realize the through hole, and it has the function of hot hole. When the equipment USES the function of through hole and hot hole, wet diaphragm is needed. If the customer process requires the use of dry diaphragm, then the needle should be regularly sprayed with a film release agent. Short circuit detection during blanking. Short circuit detector: 100v-500v dc adjustable; Current, 1 microampere-9 microamperes.
5. Stop the tape feeding device: passive unwinding method, complete unwinding, press head, mountain knife cutting by the cylinder, tape winding length can be set as required.
6. Conveying parts into pieces: intermittent conveyor belt is adopted, which is in line with the beat of the whole machine, and is arranged horizontally. Materials are discharged on the right side of the equipment, qualified products and defective products are inspected, qualified products are delivered to the collection station, and defective products fall into the waste collection box.
7. Machine structure description
1) the frame is made of welded steel profiles and processed by aging. The wall board is made of high-quality steel plates and the two sides are ground with high planeness and good structural rigidity to ensure the operation accuracy.
2) guide roller: the surface of aluminum alloy is treated by superhard oxidation, with high surface hardness and not easy to wear;
3) the electric control box is located inside the machine, the hardware and wiring are divided into functional blocks, the strong current and weak current are separated, it has the protection functions of short circuit overload, power leakage and equal loss;
4) human-machine interface design is humanized and scientific, and fault location can be displayed;
5) it is equipped with the alarm function of breaking the tape and using up the material, and the machine will stop automatically to ensure the continuous rolling of the material;
6) it is equipped with sound and photoelectric alarm functions (short circuit, little pole ear, belt connection, etc.) detection functions; Rejection function; With the diaphragm, the positive and negative plate can have a single roll function;
7) it has the function of counting finished products and measuring the length of pole pieces;
8) the equipment has effective safety protection facilities.
Iii. Equipment operating environment
1. Equipment weight: 500-1500kg per unit;
2. Ambient temperature: determined by the factory environment of party a;
3. Control power supply: three-phase 380V, 50HZ,5KVA voltage fluctuation range: + 10%-10%;
4. Compressed air: after drying, filtration and pressure stabilization: the outlet pressure is greater than 6.0kg/cm 2;
5. Vacuum: the vacuum source shall be provided by party a, ≦ -80kpa;
6. Party a shall ensure that the air on the site is unimpeded;
Iv. Installation, debugging and training
1. Unless otherwise required in writing, party a shall be responsible for receiving, unpacking and transporting the machines to the installation site.
2. Party b shall be responsible for the installation, debugging and system integration of the equipment.
3. After the installation is completed, both parties shall conduct trial production of the equipment in small batches. Only after the equipment is qualified and approved by party a, can the equipment be officially mass-produced.
4. Party b shall provide training for party a's personnel free of charge. The contents include the normal use, maintenance, fault analysis and troubleshooting, operation of the equipment
Safety and emergency procedures.
1. New equipment promise
Our company guarantees that the goods provided to customers are brand new, complete and unused equipment.
2. Confidentiality commitment
Our company promises that without the written permission of any party, the other party's related drawings, technical information, business information and other business secrets and technical secrets must not be leaked to third parties in any way.
3. After-sales service commitment
(1) Two months from the date of shipment of the equipment, Party B is responsible for non-human faults in a timely and free warranty within one year (when the equipment is faulty, the after-sales service staff will respond within 2 hours after receiving the notification. According to the situation, personnel must be in place within 48 hours. No later than 60 hours, to ensure the continuity of production by the buyer;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. Zh
(3) During the warranty period stipulated in the contract and technical agreement signed by the two parties, the company will provide a warranty for quality problems that are not caused by human damage during the normal use of our products.













