

Iron Nickel Battery Production Equipment Automatic Bending Welding Machine
1. Technical requirements for plate bending feeder
1.1. The equipment is connected to the welding equipment of the pole group, and its welding speed and equipment control match with the welding equipment of the pole group, so as to realize the bending of the plate and plate before the welding of the pole group, and the plate is automatically sent to the welding equipment, and the convex points shall not be damaged after the plate is bent. The equipment has a high degree of automation, stable and reliable operation, and can meet the requirements of 24-hour continuous production.
1.2. Workflow: Artificial put plate feeding station (feeding a three station, put different weight of the plate) and the motor drives the screw will be the first station of plate up to the specified location and feeding manipulator cylinder will electromagnet, absorb plate rises - feeding manipulator cylinder pad to guide - plate to fall on the guide rail, by conveying mechanism to push plate to the cylinder mould components and positioning - die down the plate even reinforced plate bending to conveying mechanism bending good plate will launch, at the same time feeding manipulator to take out a piece of plate under the first station to mold components to repeat from plate in the mould, Until you take the first station set number plate and feeding manipulator in the second location to take out the plate to the mold components to repeat from plate in the mould, until you get the second station set number plate and feeding manipulator in the third station to take out the plate to the mold components to repeat from plate in the mould, until you get the third station set number of plate to plate in flip station at the same time flip cylinder, turn 90 degrees to plate mobile components will flip the plate, plate feeding component to welds - cycle in turn.
1.3. Product model and specification: (unit: mm)
| The name of the | The length of the | The width of the | The thickness of the |
| plate | 160-420mm | 115-171mm | 1.5-7mm |
| Even the stiffened plate | 51-71mm | 30-60mm | 0.5-1.2mm |
1.4. Efficiency: 12PPM.
1.5. Reliable equipment, low maintenance rate, convenient maintenance and durability. Electrical appliances, switches, sockets equipped with dust cover.
1.6. Manually place the plate on the feeding level. There are three loading stations with plates of different weights. The distance between feeding rails is adjustable.
1.7. There is a collection tank for powder collection under the overburden.
1.8. The operating surface is close to the spot welder for easy operation.
1.9. The pressure of the gas-liquid booster cylinder used for bending is: 1T.
1.10. Separate buttons are set at the interface with the spot welder, which is convenient for manual operation of pad.
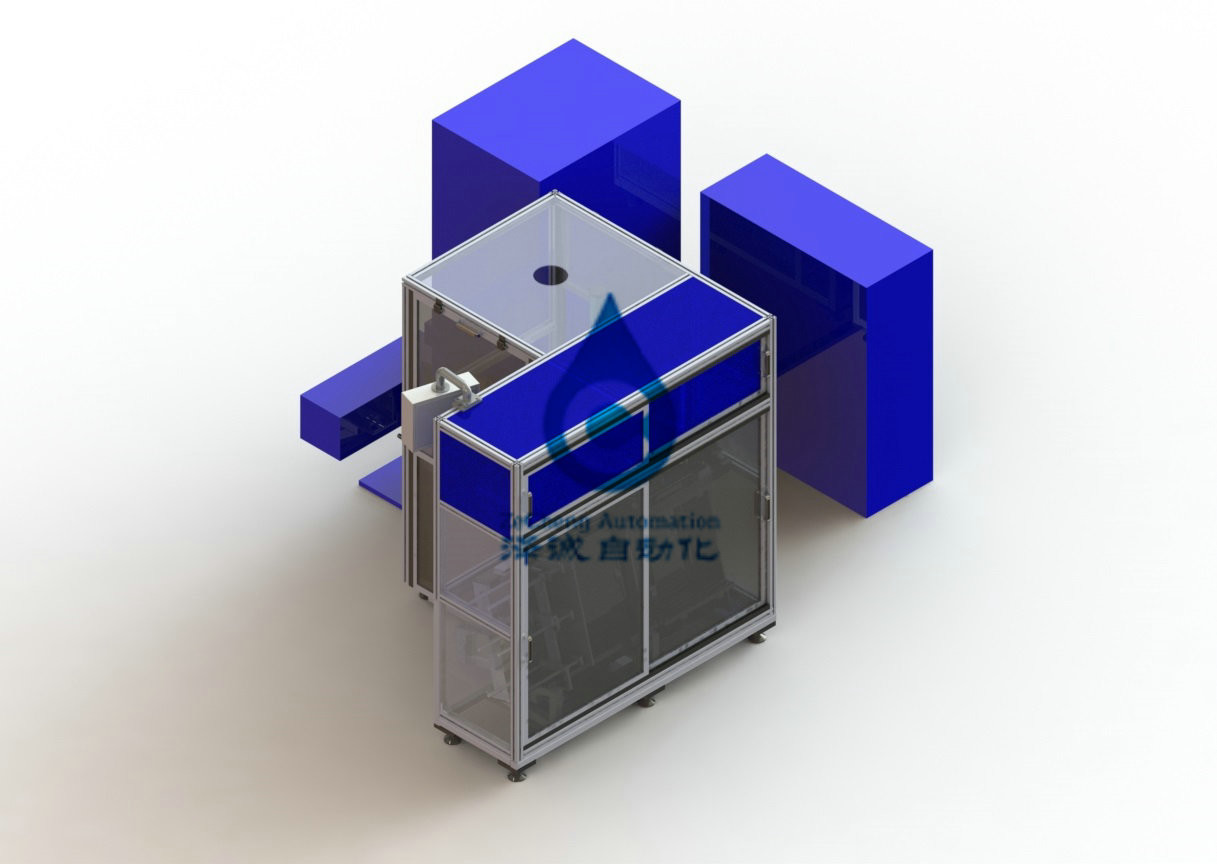
1.11.Generalequipmendawing
![]()
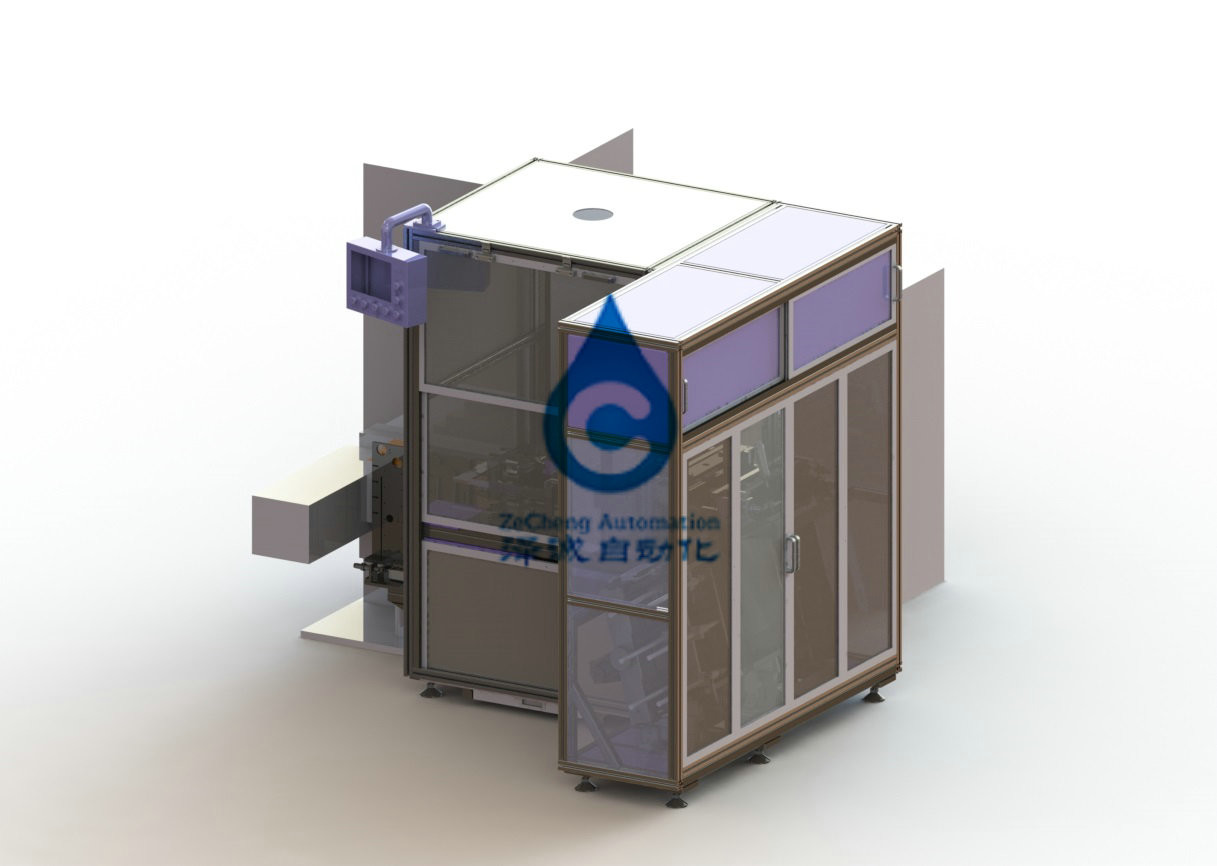
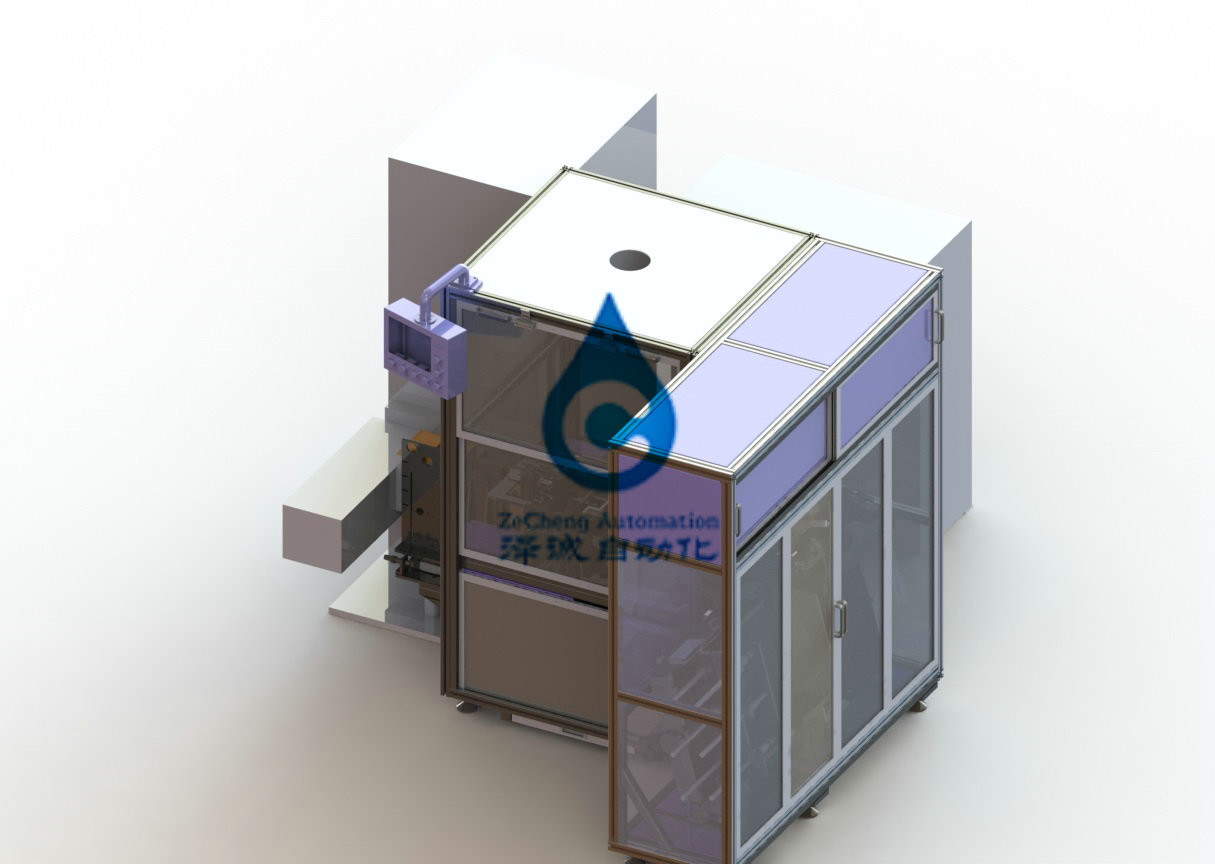
2. Complete machine description of plate bending feeder
2.1. Table of main components of plate bending feeder equipment
| The serial number | System composition | The system configuration | The number of |
| 1 | Rack system | 1 set of | |
| Welded skeleton construction | 1 | ||
| Countertops A3 chrome plated | 1 | ||
| 2 | Housing system | Aluminum profiles and plexiglass | 1 set of |
| 3 | Feeding system | 3 sets of | |
| The motor | 1 | ||
| Linear bearing | 2 | ||
| Support plate | 6 | ||
| Ball screw - with silver | 1 | ||
| 4 |
Feeding manipulator system |
1 set of | |
| screw | 1 | ||
| Linear guide rail - silver plating | 4 | ||
| cylinder | 3 | ||
| 5 |
Feeding system
|
1 set of | |
| cylinder | 2 | ||
| Check the component | Six sets of | ||
| Linear bearing | 6 | ||
| 6 | Bending die system | 1 set of | |
| Gas-liquid booster cylinder | 1 | ||
| Guide bush | 2 | ||
| cylinder | 2 | ||
| 7 | Blanking flip system | 1 set of | |
| cylinder | 1 | ||
| bearing | 6 | ||
| 1 set of | |||
| 8 | Plate push system | cylinder | 1 |
| Push the knife | 1 | ||
| Linear guide rail - silver plating | 2 | ||
| 9 | Blanking conveying system | 1 set of | |
| cylinder | 1 | ||
| Linear guide rail - silver plating | 1 | ||
| electromagnet | 3 | ||
| 10 | Control system | 1 set of | |
| PLC, omron | 1 | ||
| Touch screen - kunlun tong tai | 1 |
2.2. Technical parameters of the equipment
|
Machine specifications project |
ZBBE06B-00 | |
| Technical parameters | The production efficiency | 12PPM |
| Compressed air system | Air source provided by party a | |
| Total power (kw) | 1.7 | |
| Normal operating power (kw) | 1.5 | |
2.3. Main equipment components
2.3.1. Frame system: made by 40x40x3 square welding, the surface of the paint, the main color of the equipment appearance is gsb05-1426-2001
8 PB07 light (iron) blue color. The substrate is electroplated with 25mm steel plate, the overall appearance is beautiful and the structure is stable.
2.3.2. Cover system: by 40*40 square aluminum section, the door plate plexiglass is glass clear, use up and down sliding door and left and right sliding door way, above a storage cabine
2.3.3. Feeding system: there are three stations with plates of different weight. According to the technological requirements when the three points on a touch screen set each workstation feeding amount, in principle from the first station began to take material, take the first station set up and then take the second location, the number of fetched a second location set amount and then take the third station, after the third station take complete plate welding, so cycle. Every time a plate is taken away, driven by the motor screw, the remaining plate rises to a position, and there is an alarm device when there is no material on the station. The number of plates for each station can be set separately.
2.3.4. Feeding manipulator system: it is free to move on three stations to pick up materials. The movement in the X direction is mainly driven by the lead screw by the motor, and the movement in the Y direction is completed by two cylinders.
2.3.5. Feeding system: responsible for sending the plate on the track to each station until the reversing component, mainly composed of the track adjustment component and the feed check component. The track adjustment is used to adjust the width of the track.
2.3.6. Bending mold system: when the plate is pushed to the mold station, the plate is set by the pole lug positioning cylinder, the gas-liquid booster cylinder is lowered to fold the pole lug into 90 degrees, and the pressure of the gas-liquid booster cylinder is 1T.
2.3.7 blanking flip system: flip the horizontal plate 90 degrees, suck the plate on the flip plate by magnet, and push the flip plate by the flip cylinder Flip it 90 degrees.
2.3.8. Plate push system: after the plate is flipped, the plate is pushed to the support plate of the blanking flip system by the plate push system. It is mainly composed ofpushingknifeand cylinder.
2.3.9. Material conveying system: not pushing plate pushing system, with electromagnet support plate material conveying system under moving opposite to the support plate blanking flip, gaps between just right for a plate thickness, plate pushing system to push the plate in the past, the electromagnet electricity to absorb plate material conveying system, and then send it to the welding station.
2.3.10. Control system: the machine is equipped with an electrical panel, leakage switch, dc stability power supply and other power circuit components, control PLC, solenoid valve control device and so on. And external connection, using connectors and terminal table. PLC adopts omron. Cables and air ducts between other equipment are wired and piped below. The entire control system, switch, plug, socket use dust treatment, to prevent electrical short circuit.
2.4. Energy media
Against 2.4.1. The power supply
2.4.1.1. Voltage AC380V, single phase, frequency 50HZ; Voltage fluctuation is less than ±10%.
2.4.2 air
2.4.2.1. Pressure 0.4 ~ 0.6mpa, clean dry compressed air.
2.4.2.2. Traffic 30 l/min.
1. New equipment promise
Our company guarantees that the goods provided to customers are brand new, complete and unused equipment.
2. Confidentiality commitment
Our company promises that without the written permission of any party, the other party's related drawings, technical information, business information and other business secrets and technical secrets must not be leaked to third parties in any way.
3. After-sales service commitment
(1) Two months from the date of shipment of the equipment, Party B is responsible for non-human faults in a timely and free warranty within one year (when the equipment is faulty, the after-sales service staff will respond within 2 hours after receiving the notification. According to the situation, personnel must be in place within 48 hours. No later than 60 hours, to ensure the continuity of production by the buyer;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. Zh
(3) During the warranty period stipulated in the contract and technical agreement signed by the two parties, the company will provide a warranty for quality problems that are not caused by human damage during the normal use of our products.
![]()
![]()
![]()













