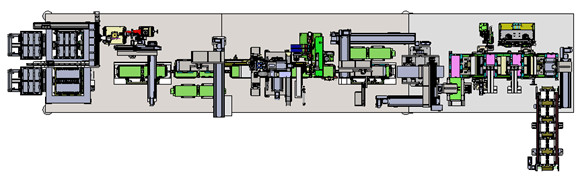
Transfer Plate Laser Welding Equipment CCD Detection Automatic Loading And Unloading
3.1 device function and introduction
The device welded the connecting piece and the top cover into one by laser welding, glued and automatically cut the material. With the following functions: automatic loading and unloading, top cover engraved two-dimensional code, top cover scanning code, top cover and connection piece assembly and laser welding, CCD detection, welding site cleaning, top cover and connection piece welding position adhesive and detection, cell folding, cell flip, cell binding function.
3.3 main modules and functional requirements
Main functional technical requirements
Batteries feeding 1 flexible manipulator design, product interface adopts the nonmetallic material, all equipped with correlation (or reflection) do have material detection sensor, the manipulator is prohibited in areas such as direct contact with product use metal material, ensure the batteries do not shift, in the process of transfer are equipped with pressure type solenoid valve, guarantee products do not fall when expired without electricity, repeat the operation precision of + / - 0.05 mm or less.
Check the incoming direction of the battery.
3. The moving parts of the wire are made of high flexible flexible flexible multi-core wire.
During the transfer process, the cell shall be transferred under the protection of the fixture, and the relative displacement between the cell and the fixture shall not occur. The number of times the cell is caught in the machine should not be more than four (excluding the number of times the cell goes in and out of the machine).
Top cover feeding 1 material plate and equipment interface has a backstop design.
2. Flexible design of the manipulator, it is forbidden to use metal materials directly in the parts such as the manipulator in contact with the product. Contact with the roof as far as possible to use the avoidance design.
1. If there is a qr code on the top cover, it is used for material traceability. After the material is scanned and loaded, the battery cover is laser coded. If you do not take direct engrave code.
2. Laser coding machine was used to code the pole column top cover, and the coding effect was verified by means of code reading. The equipment reads and identifies the qr code after the code is printed, and binds the assembly information of the top cover batch and pole column.
3 - bit with dust removal mechanism.
4. The success rate of automatic reading of the engraved top bar code ≥99.9%.
The position and size of 5 yards shall be subject to the drawings provided by the buyer.
6 n code series number can be automatically increased, the time/date can be automatically changed, bar code can be bound with the character, and change at the same time.
In the process of 7n code, there should be no abnormal problems such as the increase or decrease of the weight code and the number, and the software should be provided to prevent the occurrence of the weight code.
8. The position of the outer cover of the focusing screw is equipped with a scale scale (0.1mm) to facilitate fast and quantitative focusing.
9. Ipc is connected with the code gun to scan the code on the encoder top cover (including incoming bar code and company bar code). The code scanning software should have the function of double anti-heavy code and can be uploaded to the system.
The outer surface of the top cover is used as the reference to avoid abnormal defocusing due to the thickness difference of incoming materials.
Color sensor is used to detect the direction of cover plate and positive and negative pole before laser welding.
2 laser welding to meet the tension > 200N (shear force). Laser welding marks after tearing adhesion, can not produce welding explosion point, welding and other bad welding, except for contamination or deformation of incoming materials.
3. Welding location coaxial dust removal, wind speed ≥15m/s.
4 during the welding process, the battery shall be protected as a whole, and the welding slag shall not splash on the surface of the battery and the top cover. (see the following instructions for detailed dust protection plan), the welding area shall be dedusted, and the welding slag shall be effectively absorbed. The parts with spatter welding slag attached to the tooling or protective cover shall also be effectively dedusted.
The clamping mechanism shall ensure that the adapter is in close contact with the cover plate before welding to avoid virtual welding.
The power of laser welding machine is 4000W or above continuous fiber laser, and the power display resolution is 1W.
The focal length of the laser head can be displayed and adjusted digitally, with a range of -5.0~+5.0mm, and the adjustment accuracy ≤0.05mm. The focal length direction has a scale/dial with a scale precision of 0.1mm, so as to check defocusing
Welding parameters should be visualized, traceable and bound with the bar code of top cover.
The workpiece is stationary, and the laser head system moves along the X, Y and Z axes. The repeated positioning accuracy is ≤±0.05mm.
With welding parameter storage module, it is convenient to quickly call the parameters of different products or to adjust and store the process parameters. The storage quantity is required to be ≥5 groups.
11. The welding shall be based on the inner surface of the top cover pole column, to avoid abnormal defocusing due to the thickness difference of incoming materials, resulting in poor welding. At the same time, the distance measurement function is required to monitor the change of focal length.
The length of optical fiber does not exceed 20 meters.
Rubberizing module
1. After the completion of laser welding, apply 1 piece of high temperature protective tape to the positive and negative laser welding spots respectively; After the core is closed, tape is pasted on the tail and side of the cell
Adhesive tools shall be made of special anti-stick material or other anti-stick methods.
The length and position of adhesive tape can be adjusted; The adhesive position is symmetrical to the center of the weld mark area, and the precision deviation of the adhesive position is ±0.5mm.
4. Tape the two sides and the bottom of the battery after bonding, and paste the amount and position of the tape according to the customer's requirements.
5. Vacuum detection and early warning function of defective rubber
The color sensor should be used to detect whether the adhesive is missing.
7. The operation of adhesive mechanism is stable and reliable, and the adhesive yield is ≥99.5% to ensure that the defective products are not allowed to flow into the next process.
8 stop for rubber changing function ≤2min, the success rate of rubber changing is 100%.
After the folding and merging module 1 pole lug is bent, the pole column and connecting plate shall not exceed the edge of the top cover, and the bending shall not damage the pole column, pole lug, welding spot and other parts
2 polar ear pulling and tearing are not allowed in the process of core-closing.
After the core is closed, both sides and the bottom shall be glued and adhesive detection shall be conducted.
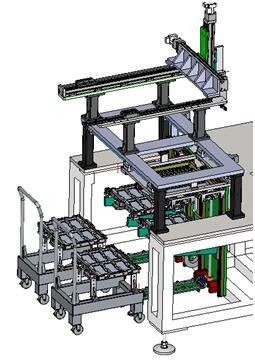
Cover plate feeding mechanism mainly includes feeding cart, cover plate tray, pallet lifting mechanism, empty tray transfer mechanism, gantry feeding manipulator. The main realization of the cover plate after the material will be manually unpack the cover plate into the tray, through the cart to the feeding mechanism feeding level, the manipulator will automatically take the cover plate, empty tray back to the cart, put the full plate after the cart will be manually pulled away.
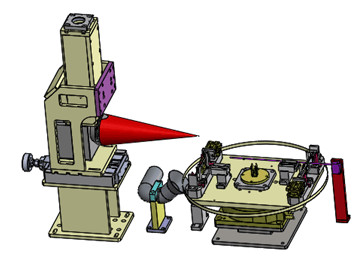
The encoder is mainly composed of encoder, encoder adjustment mechanism, dust removal mechanism, cover clamp and rotary cylinder. It mainly realizes the two-dimensional code engraving on the pole cylinder of the cover plate, and then after the code is engraved, the code is then scanned to bind the information of the cover plate to the two-dimensional code, and the two-dimensional code information is uploaded to the system for easy recording and reading; The dust from the coding process is collected by the dust removal system.
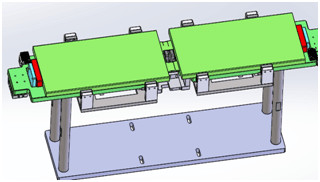
The secondary positioning mechanism of the electric cell is mainly composed of a bracket and a three-sided regulating mechanism. It mainly realizes the adjustment of the distance between the electric cells completed by ultrasonic welding to meet the distance requirements for the welding of the adapter plate. The short side of the electric cells is reversed and aligned in the center through the cylinder. The length direction is based on the positioning reference of the polar ear end position, and the other side of the cylinder is adjusted to meet the requirements for the distance between the electric cells.
3.3.4 welding station
The welding station is mainly composed of welding triaxial linear module, laser welding joint, coaxial smoking pipe and flattening protection mechanism. It mainly realizes the laser welding of the adapter. The flattening mechanism before welding compacts the adapter and the cover plate, drives the welding joint to move through the triaxial linear module, and the dust removal system simultaneously smokes and dust removal through the coaxial smoking pipe. Specific dust removal protection measures are as follows:
The pressure mechanism closely fits the adapter with the cylinder surface of the top cover through the cover plate, and the pressure head of the cover plate has a spring flexible mechanism, so that the positive and negative adapter and the pole column can be compressed even if they are not in the same plane. The welding shield encloses the welding joint movement area and covers the cell surface. The welding slag and spatter generated in the welding process are separated from the cell and the top cover to prevent the slag and spatter from falling out.
There are dust removal pipes at both ends of the welding press plate, which are connected to the smoke purifier. The welding head is also equipped with coaxial smoking pipe. In the welding process, three smoking pipes are used to remove dust and smoke at the same time to ensure that welding slag and smoke can be removed in time.
Cooperation commitment
1. New equipment promise
Our company guarantees that the goods provided to customers are brand new, complete and unused equipment.
2. Confidentiality commitment
Our company promises that without the written permission of any party, the other party's related drawings, technical information, business information and other business secrets and technical secrets must not be leaked to third parties in any way.
3. After-sales service commitment
(1) Two months from the date of shipment of the equipment, Party B is responsible for non-human faults in a timely and free warranty within one year (when the equipment is faulty, the after-sales service staff will respond within 2 hours after receiving the notification. According to the situation, personnel must be in place within 48 hours. No later than 60 hours, to ensure the continuity of production by the buyer;
(2) After the equipment has passed the warranty period, if there is a problem, the two parties communicate and deal with it. If necessary, after-sales personnel will be sent to repair it, and only the cost will be charged. Zh
(3) During the warranty period stipulated in the contract and technical agreement signed by the two parties, the company will provide a warranty for quality problems that are not caused by human damage during the normal use of our products.